
पार्ट्स साइड-हैंगिंग-स्ट्रक्चर-वन-पीस-वेल्डेड-बेड
साइड-हैंगिंग-स्ट्रक्चर-वन-पीस-वेल्डेड-बेड इस मशीन बेड में साइड-हैंगिंग संरचना और एक-पीस वेल्डेड बेड का उपयोग किया गया है, जिसे आंतरिक तनाव को दूर करने के लिए एनीलिंग प्रक्रिया से गुजारा गया है। रफ मशीनिंग के बाद, फिनिशिंग मशीनिंग से पहले वाइब्रेशन एजिंग की जाती है, जिससे मशीन टूल की कठोरता और स्थिरता में काफी सुधार होता है और इसकी सटीकता सुनिश्चित होती है। एसी सर्वो मोटर ड्राइव को न्यूमेरिकल कंट्रोल सिस्टम द्वारा नियंत्रित किया जाता है, और मोटर के चलने के बाद चक Y दिशा में आगे-पीछे गति करता है, जिससे तीव्र गति और फीडिंग सुनिश्चित होती है। Y-अक्ष रैक और लीनियर गाइड रेल दोनों उच्च परिशुद्धता वाले उत्पादों से बने हैं, जो ट्रांसमिशन की सटीकता की गारंटी देते हैं; स्ट्रोक के दोनों सिरों पर लिमिट स्विच लगे हैं, और साथ ही एक हार्ड लिमिट डिवाइस भी स्थापित है, जो मशीन टूल की गति की सुरक्षा सुनिश्चित करता है; मशीन टूल में एक स्वचालित लुब्रिकेटिंग डिवाइस लगा है जो बेड के गतिशील भागों में नियमित अंतराल पर लुब्रिकेटिंग ऑयल डालता है ताकि गतिशील भाग सुचारू रूप से चलते रहें, जिससे गाइड रेल, गियर और रैक का जीवनकाल बढ़ जाता है।
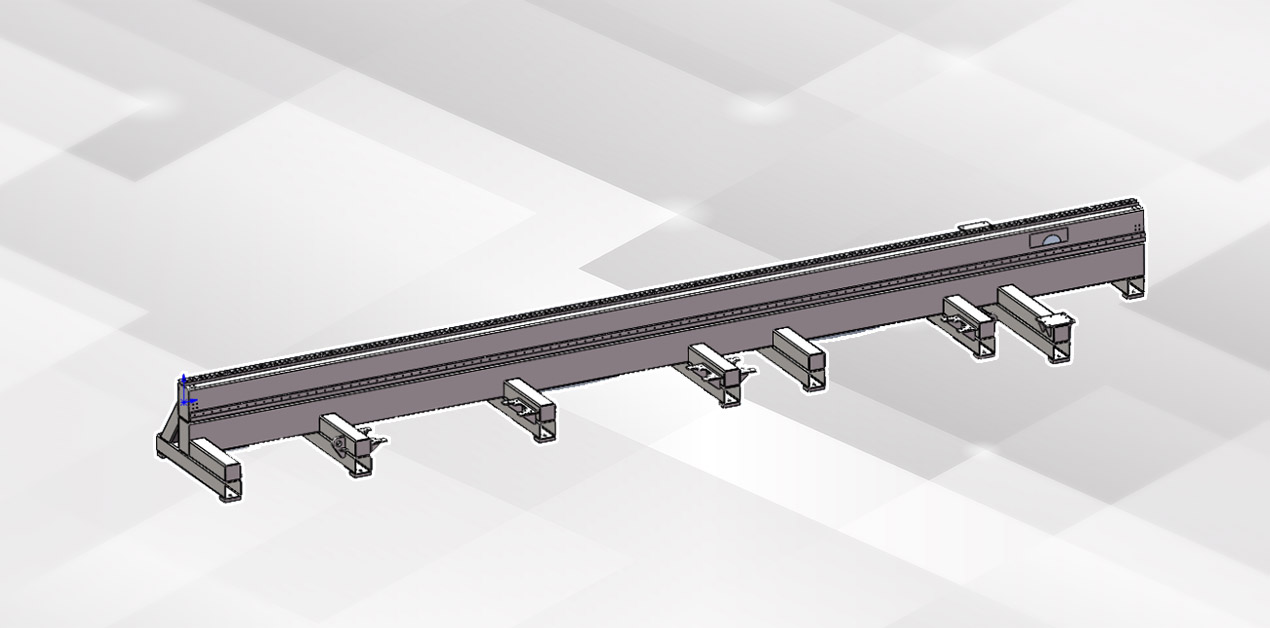
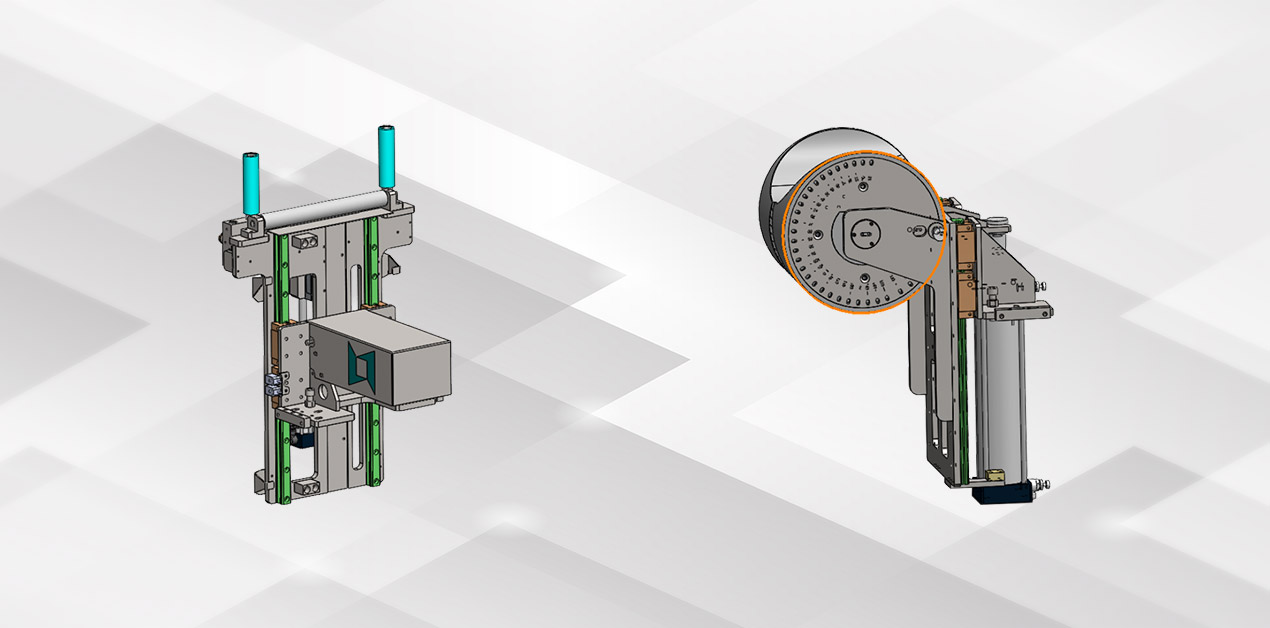
बेड पर दो प्रकार के सपोर्टिंग मैकेनिज्म लगे हैं, जो दो प्रकार के उपलब्ध हैं: 1. फॉलो-अप सपोर्ट एक स्वतंत्र सर्वो मोटर द्वारा ऊपर और नीचे चलने के लिए नियंत्रित होता है, जिसका मुख्य कार्य लंबी कटी हुई पाइपों (छोटे व्यास वाली पाइपों) के अत्यधिक विरूपण के लिए फॉलो-अप सपोर्ट प्रदान करना है। जब पिछला चक संबंधित स्थिति में पहुँच जाता है, तो इस सपोर्ट को नीचे करके क्षति से बचा जा सकता है। 2. परिवर्तनीय व्यास वाला व्हील सपोर्ट सिलेंडर द्वारा ऊपर और नीचे उठाया और नीचे किया जाता है, और इसे अलग-अलग आकार की पाइपों को सहारा देने के लिए मैन्युअल रूप से अलग-अलग स्केल स्थितियों में समायोजित किया जा सकता है।
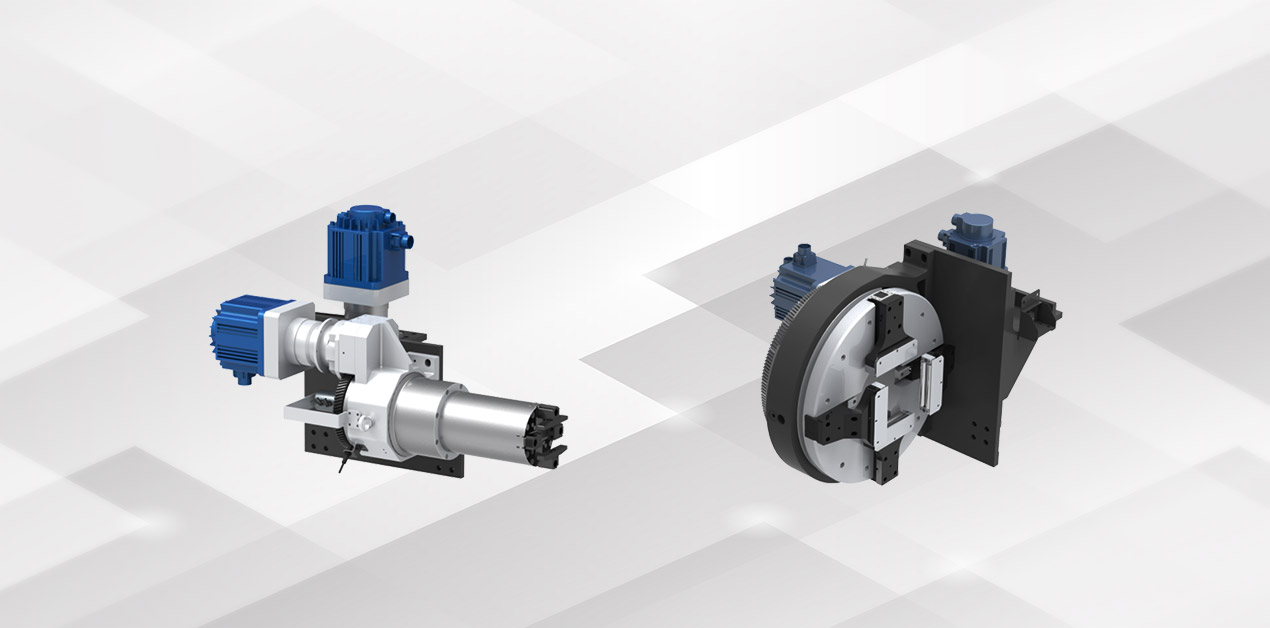
चक को आगे और पीछे के दो न्यूमेटिक फुल-स्ट्रोक चकों में विभाजित किया गया है, जिनमें से दोनों Y दिशा में गति कर सकते हैं। पिछला चक पाइप को क्लैंप करने और फीड करने के लिए जिम्मेदार है, जबकि आगे का चक बेड के अंत में सामग्री को क्लैंप करने के लिए स्थापित किया गया है। आगे और पीछे के चक क्रमशः सर्वो मोटरों द्वारा संचालित होते हैं, जिससे सिंक्रोनस रोटेशन प्राप्त होता है। डबल चकों के संयुक्त क्लैंपिंग के तहत, शॉर्ट टेल कटिंग संभव है, और मुंह का शॉर्ट टेल 20-40 मिमी तक हो सकता है, साथ ही लंबे टेल की शॉर्ट टेल कटिंग भी संभव है। TN सीरीज पाइप कटिंग मशीन चक मूवमेंट और अवॉइडेंस विधि को अपनाती है, जिससे दो चकों द्वारा लगातार कटिंग की जा सकती है, और पाइप के बहुत लंबे और अस्थिर होने की समस्या नहीं होती, जिससे सटीकता में कोई कमी नहीं आती।
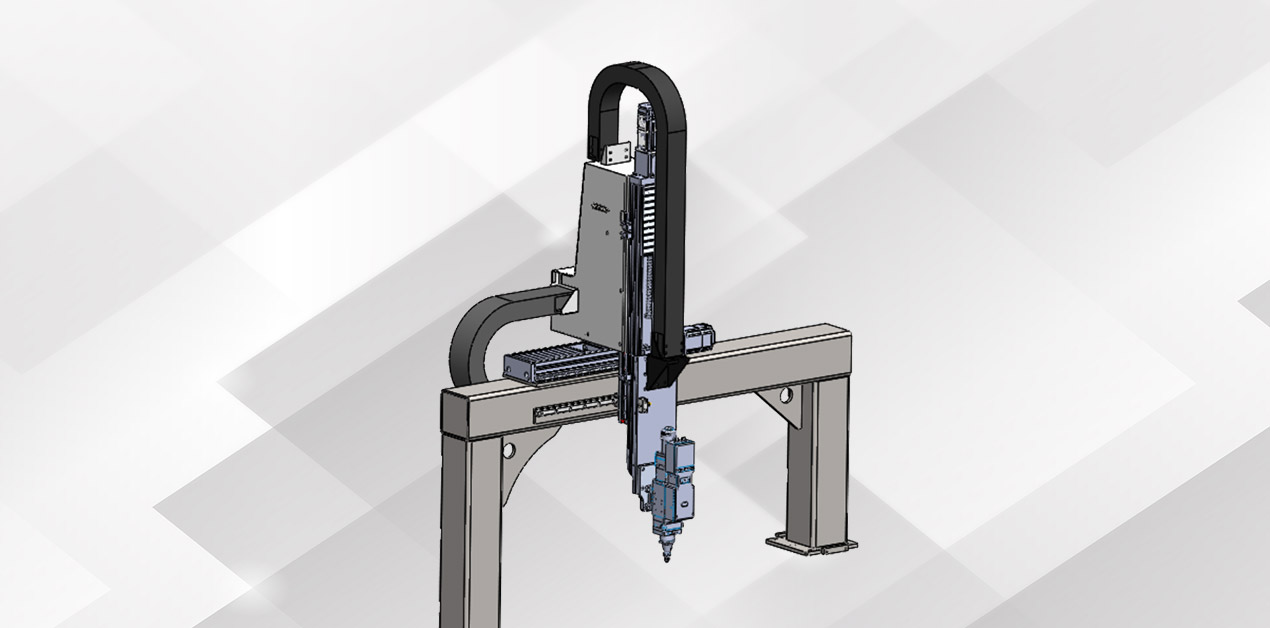
एक्स-अक्ष उपकरण का क्रॉसबीम एक गैन्ट्री संरचना का उपयोग करता है, जिसे वर्गाकार ट्यूब और स्टील प्लेट के संयोजन से वेल्ड किया जाता है। गैन्ट्री घटक बेड पर स्थिर होता है, और एक्स-अक्ष को सर्वो मोटर द्वारा संचालित किया जाता है ताकि रैक और पिनियन को चलाकर स्लाइड प्लेट को एक्स दिशा में प्रत्यावर्ती गति प्रदान की जा सके। गति के दौरान, लिमिट स्विच स्ट्रोक को नियंत्रित करता है और सिस्टम के संचालन की सुरक्षा सुनिश्चित करने के लिए स्थिति को सीमित करता है। साथ ही, एक्स/जेड अक्ष में आंतरिक संरचना की सुरक्षा के लिए अपना विशेष आवरण होता है, जिससे बेहतर सुरक्षा और धूल हटाने का प्रभाव प्राप्त होता है। जेड-अक्ष उपकरण मुख्य रूप से लेजर हेड की ऊपर और नीचे की गति को नियंत्रित करता है। जेड-अक्ष को सीएनसी अक्ष के रूप में उपयोग करके स्वयं की इंटरपोलेशन गति की जा सकती है, और साथ ही, इसे एक्स और वाई अक्षों से जोड़ा जा सकता है, और विभिन्न स्थितियों की आवश्यकताओं को पूरा करने के लिए इसे अनुवर्ती नियंत्रण में भी बदला जा सकता है।